Welcome to Pinghu Zhanpeng Công ty TNHH Phim & Web Keo Nóng Chảy Pinghu Zhanpeng Enterprise Official Website.
Nhà cung cấp giải pháp liên kết nóng chảy
+86-573-85032008


Chúng tôi nói rằng các yếu tố ảnh hưởng đến hiệu ứng liên kết của đúc phim nóng chảy chủ yếu bao gồm hai liên kết chính, chẳng hạn như lựa chọn và vận hành. Các vấn đề liên kết phổ biến hơn là khử keo, liên kết yếu và bong bóng sau khi liên kết. Khử keo và liên kết yếu có thể là một vấn đề trong khía cạnh lựa chọn. Bong bóng sau khi liên kết chủ yếu là do các vấn đề trong quá trình vận hành.

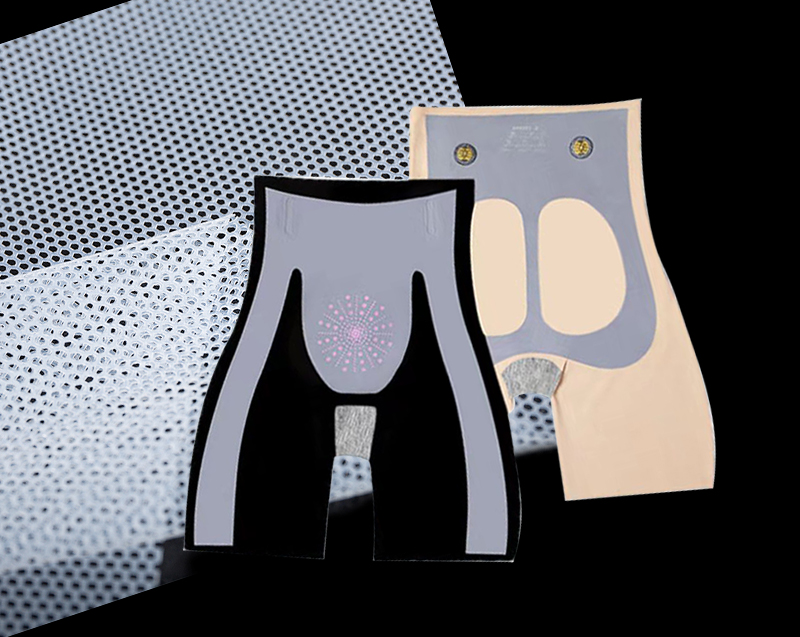
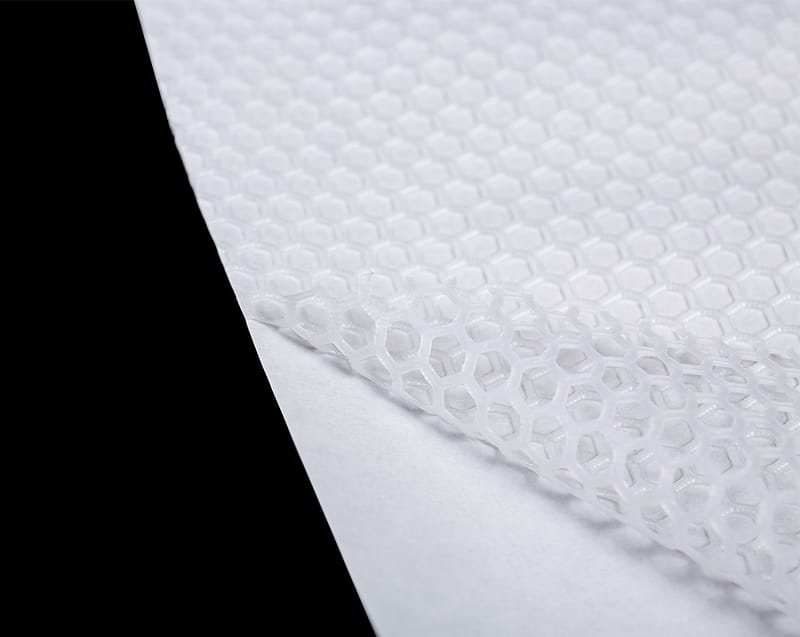
Dù sử dụng keo dán màng nóng chảy hay sử dụng vật liệu keo lưới nóng chảy thì nguyên nhân chính gây phồng rộp là do không khí thoát ra được. Tình trạng này thường xảy ra khi ứng dụng các vật liệu sản phẩm không thoáng khí như màng. Do vật liệu sản phẩm không thấm khí như màng nên không thể xả hết không khí tồn đọng trên bề mặt trong quá trình liên kết như vật liệu không dệt.
Vì vậy, trong quá trình cán, nếu ép trực tiếp toàn bộ bề mặt, không khí ở giữa dễ gây ra hiện tượng ứ đọng, rất dễ gây phồng rộp sau cán. Đối với loại tạo bọt này do tích tụ không khí, giải pháp là sử dụng máy phức hợp dạng con lăn hoặc bàn ủi để làm nóng và ép vật liệu từ từ từ một phía. Bằng cách này, không khí ở giữa có thể được thoát ra xung quanh liên tục và sẽ không có sự tích tụ không khí và sủi bọt sau khi liên kết.
Nguyên nhân gây phồng rộp sau khi dán không chỉ do khí đọng lại không thể thoát ra ngoài mà còn do hiện tượng phồng rộp có thể do gia nhiệt thứ cấp. Tình trạng này phổ biến trong các vật liệu và ngành công nghiệp đòi hỏi quá trình tổng hợp thứ cấp. Vật liệu thường không tạo bọt trong quá trình liên kết, nhưng do đun nóng lần thứ hai sẽ sử dụng màng nóng chảy để tan chảy trở lại nên nếu không cho một áp suất nhất định sẽ khiến sản phẩm nổi bọt.




 浙公网安备 33048202000557号
浙公网安备 33048202000557号